

























































In a letter dated January 19, 2005, the USDA-Food Safety Inspection Service (FSIS) indicated that if water is to be reused in a poultry processing facility, then this reuse water must be accounted for in the plant’s HACCP program. This requirement may cause some difficulties as processors consider the associated hazard analyses.
When water is used to chill or rinse broiler carcasses, fat, protein, blood, fecal material and ingesta may be deposited into the water. Pathogenic bacteria commonly found on broiler carcasses may end up in the water as well. To prevent processors from using spray or chiller rinse waters directly upstream as reuse water, and thereby possibly contaminating chickens, USDA has enacted new regulations described in CFR 416.2 (g) (3). This regulation requires that, for reuse water to be used upstream, measures be taken to reduce physical, chemical and microbiological contamination to a level appropriate for use in their process to prevent contamination or adulteration of product. Some poultry plants interpret this to mean that as long as they are somewhat reducing the number of bacteria in the rinse or chill waters prior to reuse, it is acceptable to use upstream. Although the USDA is aware of this practice, no new regulations have been enacted to disallow it.
What impact might the new ruling have on processors? The USDA-FSIS is mainly concerned about three areas: (1) the scalder, (2) water taken from the inside/ outside bird washer (IOBW) and other rinsers and used upstream, and (3) chiller redwater rechilling systems.
The USDA-FSIS has indicated that scalder water should be considered “recycled” water, because water is used on a carcass after passing over a previous carcass — it is considered reused and must be incorporated into the HACCP plan. Any water collected from an IOBW or other rinse system and used upstream is considered reuse water. Chiller water is also considered reused when it is removed from the chiller at the suction box, re-chilled, and then added back to the chiller through the redwater return pipes. It can be argued that the scalder and chiller are a single process and that you cannot, by definition, reuse water in a single process because the scalder and chiller are common baths. Thus, theoretically, bacteria that the carcasses entering the system may be exposed to are capable of contacting carcasses at other areas within the tanks during scalding or chilling.
Because these systems are considered reuse, the USDA-FSIS will require that processors verify that these systems are reducing bacteria. The following are specific recommendations for verifying the efficacy of each of these systems. They have been prepared in detail and are considered acceptable to the USDA as a means of verification.
Scalder Water Verification
Regulations in 9 CFR 416.2 (g)(3) state that water that has contacted raw product may be reused for the same purpose or up-line provided measures are taken to reduce physical, chemical and microbiological contamination or adulteration of the product. To ensure compliance with this regulation, plants should conduct a test to make sure that the physical, chemical and bio-logical hazards associated with scald water are addressed and that these hazards are lower at the exit end (where the carcasses exit) of the scalder than they are at the entrance end of the scalder (where the carcasses enter). In particular, the biological hazard is the hazard of greatest concern. No physical hazard is associated with the scalder. While the presence of turbidity or suspended solids does represent a hazard since it can protect pathogenic bacteria such as Salmonella and enable them to survive, it is not a physical hazard. Instead, it contributes to a biological hazard. For example, no one has ever choked to death on turbidity and no one has ever broken a tooth on suspended solids. Address the hazard that turbidity and suspended solids influence — biological.
To conduct such a test, define the process parameters as follows: The dwell time in the scald system is 188 to 198 seconds. If the line speed is decreased for process control, however, the time can increase to 240 seconds. The overflow in the scald system is maintained at 28-42 gallons per minute. Water temperature in the scald system ranges from 123 degrees F at the carcass entrance point to 140 degrees F at the carcass exit.
The experimental procedures must also be detailed as follows: Scalder water samples will be collected from the carcass entrance end and the carcass exit end just prior to changeover to a new flock of chickens from the field (Figure 1). This will be done 8 times per day (4 samples at each point for the third flock on the first shift and 4 samples at each point for the third flock on second shift) for 12 days to represent 24 flocks of chickens.
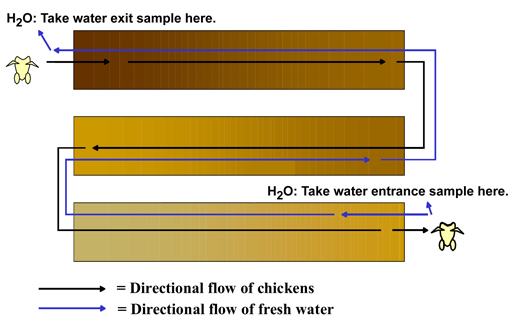 Figure 1. Counter-Current Scalder Sampling Points.
Figure 1. Counter-Current Scalder Sampling Points.
Aerobic plate count (APC), E. coli count and Salmonella prevalence will be determined for each of these samples. Based on published papers, it is expected that these data will provide evidence that the scalder water from which the carcasses exit has significantly fewer indicator and pathogenic bacteria than the scalder water from the entrance end of the scalder. This is provided the scalder is being run correctly as a counter-current scalder in which the fresh water is added to the exit end. In this way, each processor can verify that the use of scalder water in a counter-current system is meeting the requirements of 9 CFR 416.2 (g)(3), and that the biological hazard is being reduced.
Turbidity and total suspended solids should be evaluated in these scalder water samples also. From these data, it can be determined whether the turbidity and total suspended solids (TSS) variance contributes to significant changes in the APC, E. coli or Salmonella prevalence and, thus, represent a hazard that must be addressed.
Red Water System Verification
Poultry processors must now ensure that they are addressing the physical, chemical and biological hazards associated with the water being removed from the chiller, chilled using a heat exchanger, and reintroduced into the chiller in order to meet the HACCP regulation requirements. To ensure compliance with this regulation, the plant should conduct a test to make sure that the physical, chemical and biological hazards associated with red water are addressed, and that these hazards are lower in the water that is reintroduced than they are in the water that is being removed from the chiller to be rechilled by the heat exchanger.
In particular, the biological hazard is the hazard of greatest concern. There is a chemical hazard associated with this recirculated water as chlorine is introduced into the water to lower bacterial levels. The level of chlorine introduced should be monitored and kept at or below 5 ppm free available chlorine at the red water return. It is important to add chlorine to the redwater returning to the chiller, or it will be impossible to demonstrate a reduction in bacterial numbers during recycling.
There is no physical hazard associated with recirculated chiller water. As with the scalder, the presence of turbidity or suspended solids does represent a hazard in that it can protect pathogenic bacteria such as Salmonella and enable it to survive, but it is not a physical hazard. Instead, it contributes to a biological hazard.
To conduct such a test, the process parameters should be defined as in the following example: The establishment’s “red water” system recirculates water from the main chiller through two separate heat exchangers. This water is chilled down to 32-45 degrees F and is treated with sodium hypochlorite at a level not to exceed 5 ppm free available chlorine before being reintroduced to the main chill tank (red water return line). The heat exchangers are rated to recirculate 975-1,050 gallons per minute.
The experimental procedures must also be detailed as follows: Chiller water samples should be collected from the suction box that takes the chiller water to the heat exchanger for chilling. Additionally, red water samples of chilled water returning from the heat exchanger to the chiller should be collected. Four samples of each (outgoing and incoming water; see Figure 2) should be sampled per flock for two separate flocks processed each day (the second flock on first shift and the second flock on second shift). This should be done for 12 days to represent 24 flocks of chickens. APC, E. coli count and Salmonella prevalence should be determined for each of these samples. It is hoped that these data will provide evidence that the recirculated water from the chiller, has significantly fewer indicator (APC and E. coli) and pathogenic bacteria than the water that is removed from the chiller to be sent to the heat exchanger. In this way, the company can verify that the use of recirculated chiller water is meeting the requirements of 9 CFR 416.2 (g)(3) and that the biological hazard is being reduced.
Evaluate the turbidity and total suspended solids in these recirculated chiller water samples as well. From these data, it can be determined whether the turbidity and TSS variance contributes to significant changes in the APC, E. coli or Salmonella prevalence and, thus, represent a hazard that must be addressed.
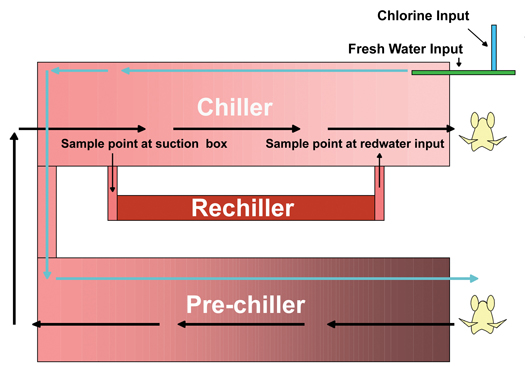 Figure 2. Chiller Redwater Recycling.
Figure 2. Chiller Redwater Recycling.
Water Reuse Verification
The problem with taking water from the end of the plant at the IOBW or other rinsers and using the water upstream is that the following scenario may occur. One chicken contaminated with thousands of Salmonella may go down the processing line, and the Salmonella may be rinsed off into water intended for recycling. The contaminated water may then be filtered using a coarse screen (through which bacteria easily pass), as is common practice in some plants today. Then the water is sprayed onto Salmonella negative carcasses upstream of the original rinse (for example post-picking). This increases the number of Salmonella positive carcasses and is clearly a hazard when evaluating the plant’s flow diagram for the HACCP program. This has been shown to be a hazard in a field research study (Russell, Poultry USA, October 2003; see Figure 3).
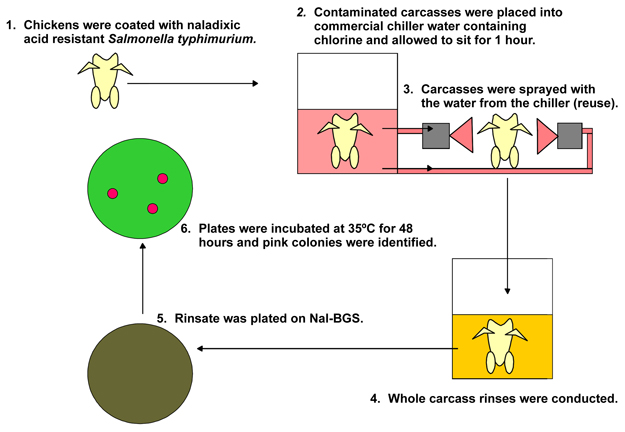 Figure 3.
Figure 3.
Out of the 80 chicken carcasses evaluated, the marker organism (Salmonella typhimurium) was recovered from 38 (48%) of the carcasses after spraying with treated recycled chiller water. Hence, from only 10 contaminated carcasses, 38 of 80 additional carcasses became contaminated upstream of the area where the water was collected for reuse. The Salmonella were easily observed on the brilliant green sulfa (BGS) plates using this method (Figure 3). The Salmonella that grew on the BGS plates could not have originated from natural contaminants of the carcasses, because a specific naladixic acid resistant marker strain was used for the inoculant. Because the BGS medium contained 200 ppm naladixic acid, only the Salmonella that were introduced in the study were able to multiply on the BGS plates. Therefore, a verification test, as conducted with the scalder water and chiller redwater, must be conducted on any reuse waters.
To conduct such a verification test, the process parameters should be defined: Because each plant’s water reuse system is different, it is impossible to provide a comprehensive listing of process parameters for this type of test. The processors must define the individual parameters of their individual water reuse system.
The experimental procedures must also be detailed as follows: Water samples should be collected from the area where the rinse waters are collected and from the end of the filtration/treatment system. Four samples of each (outgoing and incoming water) should be sampled per flock for two separate flocks processed each day (the second flock on first shift and the second flock on second shift). This should be done for 12 days to represent 24 flocks of chickens. APC, E. coli count and Salmonella prevalence should be determined for each of these samples. These data should provide evidence that the recycled water returning from the filters and other treatments has significantly fewer indicator and pathogenic bacteria than the water removed from the rinse systems. In this way, the company can verify that the use of recirculated chiller water is meeting the requirements of 9 CFR 416.2 (g)(3) and that the biological hazard is being reduced. Additionally, the turbidity and total suspended solids will be evaluated in these recirculated chiller water samples. From these data, it can be determined whether the turbidity and TSS variance contributes to significant changes in the APC, E. coli or Salmonella prevalence and, thus, represents a hazard that must be addressed.
Many processors feel that if the water is appropriately sanitized with chlorine, then the bacteria will be eliminated before the water is sprayed back onto the carcasses upstream. This is not the case. In our study, the water was commercial chiller water from a processing plant containing 39 ppm of total chlorine and 1 ppm free chlorine. So why didn’t the chlorine kill the Salmonella in the reused water? The reason is that the chlorine was bound to the large amounts of organic material contained in the recycled water and was unavailable to kill Salmonella. The chlorine demand of an average poultry chiller is 400 ppm. This means that 400 ppm of total chlorine must be used to achieve enough residual that is capable of killing bacteria. The kits that show a 0.5 to 1.0 ppm residual of chlorine in the chiller water are not correct. Technically, it is impossible for there to be any residual in normally chlorinated chiller water. Additionally, the Salmonella was likely protected by being encased in fat. This may be further explained by the following scientific studies.
Dickson (1990) showed that for beef tissues, cross-contamination with Listeria monocytogenes and Salmonella Typhimurium could occur much more frequently when the tissues were fatty as opposed to lean, and that transfer occurred much more quickly with fatty tissues. Diaz, et al. (2002) demonstrated in water samples containing foam and fat that much longer treatment times with ozone were required to disinfect reuse water than for non-turbid water. So there is a two-fold reason chlorine has difficulty disinfecting poultry chill or rinse waters prior to reuse: (1) the chlorine is bound by the high organic load and is unavailable to kill microbes, and (2) the Salmonella and other pathogens may be protected by the high concentration of fat and foam in these waters.
For these reasons, turbidity of the reuse water is extremely important in terms of how easily the water can be disinfected using chlorine or other oxidizing chemicals. When including reuse water systems in their HACCP programs, poultry processors should conduct a thorough evaluation to determine how turbidity (caused by fat, foam, etc.) impacts the efficacy of their disinfec-tants. Turbidity monitoring may need to be included in the monitoring section of their HACCP programs based on the results in the evaluation. Efforts will be made over the next few months to provide poultry processors guidelines in how to ensure that poultry reuse waters are safe and meet USDA requirements.
Processors should begin adding these water reuse systems to their HACCP plans. In so doing, they should conduct a thorough hazard analysis of each of these processes and conduct the verification studies. Sufficient data may be collected in a matter of a few weeks and then this data may be incorporated into each processor’s HACCP program.
References
Dickson, J. S. (1990). Transfer of Listeria monocytogenes and Salmonella Typhimurium between beef tissue surfaces. Journal of Food Protection, 53, 51–55.
Diaz, M. E., Birt, D. M., & Law, S. E. (2002). Microbiological benefits of removing foam formed after UV enhanced ozonation of poultry processing chiller water for recycling. Journal of Food Science, 67, 1036–1042.
Russell, S. M. (2003). Water reuse in processing: Pushing the envelope too far? Poultry USA Magazine, Watt Publishing, October.
Status and Revision History
Published on Sep 07, 2006
In Review on Jan 05, 2010
Published on Jan 13, 2010
Published with Full Review on Jan 18, 2013
Published with Full Review on Apr 11, 2023